|
La résine polyester:
Elle est de loin la plus utilisée en moulage et c’est sur elle que portera la suite de
ces fiches . Son principal avantage est son prix: trois à quatre fois moins élevé
que celui des résines époxy
C'est un liquide visqueux incolore. Ce "sirop" dit aussi "polyester insaturé"
contient du styrène d'ou la forte odeur de gaz de ville qu'il dégage. Le
durcissement est obtenu par polymérisation tridimentionnelle sous l'action d'un
système catalytique composé de deux produits :
1/ l'accélérateur (octoate de cobalt) il donne à la résine une teinte rosée qui
disparaît en partie avec la prise.
2/ Le catalyseur : péroxyde de méthylétylcétone. Son dosage est proportionnel à
la masse de résine mélangée, il doit être calculé en fonction de l'épaisseur coulée
en une seule fois.
Pour la coulée de grosses quantités, il faut tenir compte de :
A/ la température ambiante,
B/ la masse mise en oeuvre,
C/ la nature du moule, et le rapport entre les différences d'épaisseur .
Le mélange reste liquide quelques minutes, il s'épaissit brutalement, c'est la
gélification, puis c'est le durcissement accompagné d'une élévation de
température qui peut avoisiner les 100°C, proportionnellement à la masse.
Les résines polyester acceptent les charges et pâtes pigmentaires pour résine.
Dans le cas de fortes épaisseurs la polymérisation entraîne un retrait de 2% à 7%
en fonction du type de résine polyester, de la quantité de charge, de la forme de la
pièce. Le durcissement définitif n'est obtenu que plusieurs jours après, il est
néanmoins possible de démouler dans un laps de temps égal à 7 fois le temps de
gélification.
Le stratifié:
Il allie une résine avec un renfort : mat de verre.
Ce matériau une fois durci est très résistant en faible épaisseur, c'est le produit
idéal pour la confection des moules et tirages ou encore pour la sculpture sur
armature. La stratification consiste à déposer des morceaux de mat ou de tissu de
verre sur le gel-coat et à les imprégner de résine à l'aide d'un pinceau tout en
exerçant plusieurs pressions successives pour chasser les bulles. Compter
environ 750 g de résine par m2 et par couche de renfort. Attention! bien attendre
la gélification entre chaque couche pour éviter des déformations. Un bon stratifié
est constitué de : 1 gel coat - 1couche de mat - 1 couche de roving - une couche
de mat. Eventuellement en dernier : 1 couche de gel-coat de finition paraffiné.
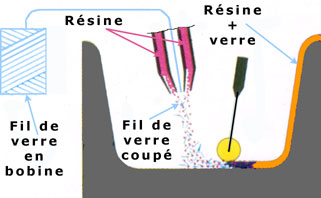
Procédé:
|
On ne prédécoupe plus des bandes de tissu de verre dans un
rouleau, mais on projette directement du fil de verre coupé issu
d'une bobine (unifilo de verre multibrins), avec une machine
dite à projeter, équipée d'un pistolet à air comprimé et de
couteaux rotatifs. La fibre coupée est projetée puis mélangée à
de la résine polyester catalysée (système de multiples buses
indépendantes). La fibre de verre arrive donc sur la pièce déjà
imbibée de résine, prête à être débuller. C'est un gain de temps
énorme ! Sur le plan technique, si le projetage est correctement
effectué, le mélange polyester/verre est plus homogène que des
bandes de tissu de verre coupées, l'unifilo de verre coupé
n'ayant pas de "liant". A la différence d'une présentation sous
format rouleau, où le mât de verre est issu d'une agglomération
de fibres coupées tenues entre elles par produit appelé "liant",
qui se dissout sous l'effet du styrène...
|
|
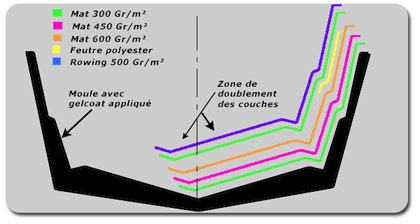
Exemple de fabrication d'une coque de bateau:
|
|
Composition matière pour une coque :
• Gelcoat
• 1 mât 300 gr/m²
• 1 mât 450 gr/m²
• 1 mât 600 gr/m²
• 1 feutre polyester sur les hauts de flancs
(posé sur le mât frais)
• 1 mât de 300 gr/m²
• 1 rowing 500 gr/m²
• Pose varangage (stratification avec 2 mâts 450 gr/m²)
• Moussage
• Gelcoat finition dans compartiments coffres
|
|